The NDT Industry knows PH Tool for our Flat Bottom Holes; now look to us for your Round Bottom Holes too! The Round Bottom Hole (RBH) is up-and-coming in popularity for ultrasonic testing. Where the FBH is excellent at reflecting sound directly back at the transducer, a RBH is ideally suited for situations where a lot of angles are at-play, such as phased array UT, or on parts that have complex curvature. The rounded tip allows for a bigger “sweet-spot,” without the need to get the exact right angle of incidence to the reflector.
 Shown at right: Round-bottom Hole Custom EDM Electrodes of various sizes.
Shown at right: Round-bottom Hole Custom EDM Electrodes of various sizes.
RBHs are machined as a standard cylindrical hole for most of their length, but they terminate in a half-sphere at the bottom. They can be used for a lot of the same applications as FBHs, such as setting instrument sensitivity, evaluating resolution, and can be used for flaw sizing comparisons. They are also perfect for POD (probability of detection) studies where you need to determine instrument capability for detecting defects of multiple sizes and positions.

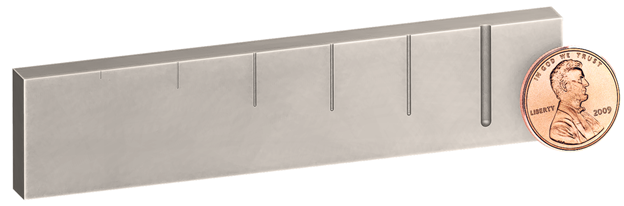
Shown at left: A Ø1/32" RBH at the bottom of a 3/16" diameter counterbore.
We employ both conventional machining (drilling) and nonconventional (EDM) machining in the RBH-making process. The determining factors we consider in choosing a method are machinability of the workpiece, accessibility, hole diameter and depth. Most RBHs are drilled in the range of 0.125” (3.18mm) diameter and under, and reach depths of about 1.000” (25.4mm.) RBHs do not show up in a lot of specifications (yet!) but they are certainly growing in popularity for application-specific projects. PH Tool regularly machines RBHs in the range of 1/64 inch thru 8/64 inch for most applications. Our modern CNC milling centers allow us to conventionally drill RBHs in workpieces down to 0.008” (0.2mm) in diameter.
Smaller holes are machinable via EDM. With recent investments in CNC-controlled fine-hole EDM machines, our capability for drilling extremely small RBHs has dramatically increased. With EDM technology, we have successfully machined RBHs down to 0.003” (0.076mm) in diameter at a depth/diameter aspect ratio of 20:1. We are constantly pushing the envelope on what we thought was possible by machining RBHs in tough materials like high-nickel superalloys, cobalt-chrome alloys, tool steels, and more.
To support our efforts in RBH machining, we have been continually investing in high-end micro-drills for our CNC milling centers, as well as adding several CNC-controlled fine-hole EDM machines to our shop floor. Conventionally-machined RBHs are peck-drilled to within a few thousandths of an inch of the final depth, using a standard, pointed drill bit. A special “ball-nose” tool is then used to drill out the last few thousandths of the hole. Smaller EDM’d holes are made using custom electrodes spun at high RPM; a process that takes many hours but results in a perfectly-shaped hole with an ultra-fine surface finish.
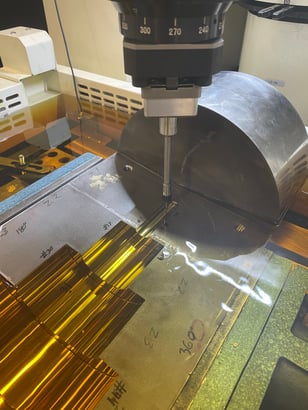
Shown at left: Round-bottom Holes being machined on an ultrasonic reference standard using an EDM Fine-hole Machine.
Thank you for reading our blog on RBH drilling. If you would like to learn more, please visit our website page, or call a member of our sales team today!

